
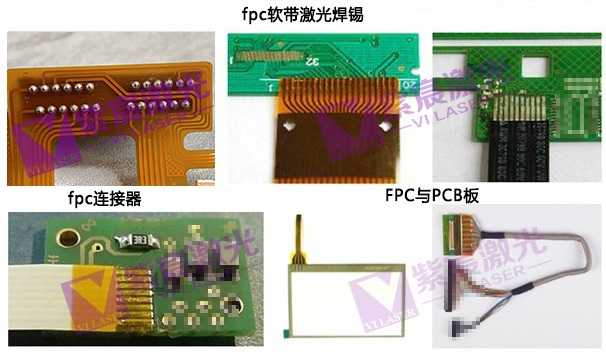
FPC排线的焊点小,现在这种焊接工艺被称为精密焊接,传统的焊接方法一般是手工焊接或自动焊锡机,但两者的速度、工艺和质量都与激光焊接工艺有很大的不同。焊接质量的好坏关系到产品的质量。接下来我们来比较一下手工焊接和激光焊接的区别。
手工焊接
1. 在粘贴和对齐FPC和PCB板以前,应检查PCB焊盘的光滑性和氧化性。撕下FPC双面胶,贴在PCB金手指板之上。请注意,粘贴之后,PCB焊盘必须泄漏约1.0毫米的导线引脚。
2. 锡焊:基准时间为1-2秒,必须根据FPC之上的白色标记线进行焊接。(焊接参考时间1-2S)主要控制送锡和拖焊的时间和位置:。
送锡拖焊的四个主要控制点:
时间:一般建议拖焊时间按烙铁头长度3S计算,约为4~10S。
温度:二百九十度至三百一十度。
送锡位置:送锡位置最好在烙铁尖端的下方位置,该位置偏向焊盘。
力度:烙铁头与工件的接触强度:烙铁头与工件接触时要施加一点压力,原则是不要对FPC金手指造成损伤。
3. 焊之后自检:45度角观察。焊完之后,必须花1—2秒自检,看是否有假焊、连续焊或偏差等缺陷。
激光焊锡流程:

1、钎料球自动滚喷嘴处,喷嘴卡住未熔化钎料球;
2、喷嘴开始填充氮气;
3、当氮气压力达到预先设定值。激光照射开始,钎料球熔化过程开始;
4、钎料球熔化,并在氮气的压力喷射出;
5、钎料球接触到焊盘,形成凸点,焊盘无需预热。
使用激光锡球喷焊机的优点:
(1)能量密度高,热输入低,热变形小,熔化区和热影响区窄,穿透深度大。
(2)由于冷却速度快,焊缝组织精细,接头性能好。
(3) 由于是非接触焊接,不使用电极,因此节省了工时。
(4) 焊接速度快,可在0.2 S之内完成。
看了手动焊接和激光焊接,相信大家都知道,焊接方法有更多的优势。激光钎料球焊适用于高精度焊接,精度为±10um,最小间隙为100um。焊球可供选择的范围很广,最小直径为70um。应用于锡、金、银等金属表面,成品率达99%超过,激光焊锡机适用于不间断精密焊接工艺。



全部评论